






Hatlapú beépített Die Core
| Tétel | Paraméter |
| Származási hely | Guangdong, Kína |
| Márkanév | Nisun |
| Anyag | VA80,VA90, KG6, KG5, ST7, ST6, KÉMfém |
| Technológia | CAD, CAM, WEDM, CNC, Vákuumos hőkezelés, 2,5-dimenziós tesztelés (projektor), keménységmérő stb.(HRC/HV) |
| Szállítási idő | 7-15 nap |
| OEM és ODM | 1 DB elfogadható |
| Méret | Testreszabott méret |
| Csomagolás | PP + kis doboz és karton |
Keményfém matrica:
1. Egyenes lyuk matricák
2. Extrudáló szerszámok
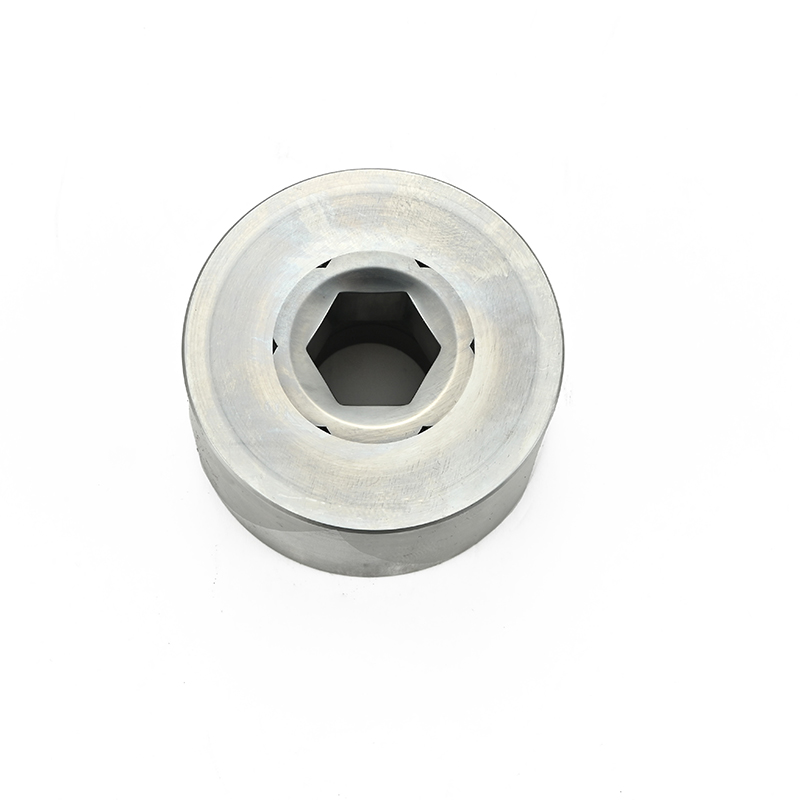
3.Segmented Hex Dies
4.Vágó és kés
5. Testre szabott matricák
A szegmentált matricák betétként vagy teljes szerszámszerelvényként szállíthatók volfrámkarbidból vagy speciális acélból.A cserélhető szegmentált pengék előnyeit a szerszám élettartamának meghosszabbítása érdekében széles körben felismerték.Minden eszközt tanúsítanak, mielőtt elküldik az ügyfeleknek.
Hatékony és gyorsan növekvő vállalatként a Nisun aktívan elkötelezett amellett, hogy exkluzív hatszögletű szegmentált formákat biztosítson.A kínált termékek világszerte széles körben elismertek a legjobb minőségért és az egyszerű telepítésért.Ezeket az öntőformákat innovatív szakemberek és fejlett technológiával gyártják, és különféle kötőelemek gyártására használják különböző iparágakban.Ezen kívül a vásárlói igényeknek megfelelően különböző méretű termékeket is tudunk biztosítani.
1. Válassza ki a volfrámacél anyagát és méretét, hogy a csavarok vagy anyák formája megfelelő legyen.
2. Az alakítási nehézség, méret, csavarok és anyák hosszának különbsége szerint a szerszám szerkezetét ésszerűen kell megtervezni, a többállomásos és anyaformát a felborulási deformáció és az alakítási idő ésszerű alapon kell kiosztani.
3. A forma finom kivitelezésű, pontos méretű, furatátmérője megfelel a tükör befejezési követelményeinek.
4. Az interferencia feszültség eloszlási határa, válassza ki a megfelelő ötvözet kúpos méretét.
5. A héjacél hüvelynek merevnek és jól felmelegítettnek kell lennie, és a keménységi tartománynak a vákuumos hőkezelés után 45 ℃ és 48 ℃ között kell lennie.
6. Tartsa tisztán és simán a szerszám furatát és a huzal felületét, a hidegen húzott huzalt a golyós izzítás után erősen fel kell szögezni.
7. Gyémánt korongot használunk a ciklus és a volfrám végének köszörülésére.





